Transmission belt series
Steel wire rope core flame-retardant conveyor belts for underground coal mines

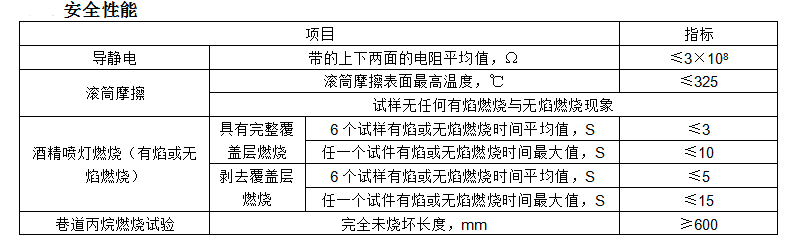
Characteristics and usage:
Steel wire core flame-retardant conveyor belt not only has the advantages of high strength, long distance, and large transportation capacity of steel wire core conveyor belt for conveying materials, but also has flame-retardant and electrostatic conductivity properties, making it suitable for conveying materials underground in coal mines.
Overlay performance:
Tensile strength ≥ 15 MPa
Elongation at break ≥ 350%
Wear ≤ 200m3
Aging test (70 ℃ × After 168 hours
Tensile strength change rate -25%~+25%;
The change rate of elongation at break is -25% to+25%.
導(dǎo)航欄目
聯(lián)系我們
聯(lián)系人:吳經(jīng)理
手機(jī):15214777700
座機(jī): 0576-83116050
網(wǎng)址: www.zjqnxj.com
地址: 浙江省臺州市天臺縣洪三工業(yè)功能區(qū)
